Project Briefs:
Pharmaceutical Company Upgrades their Ultrapure System for Higher-Quality Water and Increased Efficiency
Project Overview
At a leading high-definition display device manufacturing facility in New York, SAMCO worked with the client to create an ultrapure water system designed to purify the client’s city water to meet high-quality standards of the microelectronics industry and recycle wastewater for reuse.
Objective
Purify the client’s city water to 0.5+ meg-ohm/cm high-purity water.
Scope of Service
An effective solution comprised detailed design/engineering; controls integration; system fabrication; field installation support; commission, startup, and training; and ongoing maintenance and system support.
Challenges
- Wastewater recycle/reuse capability
- Critical application requiring 99% uptime
- Fast-track project, concept to completion
Solution
Technology
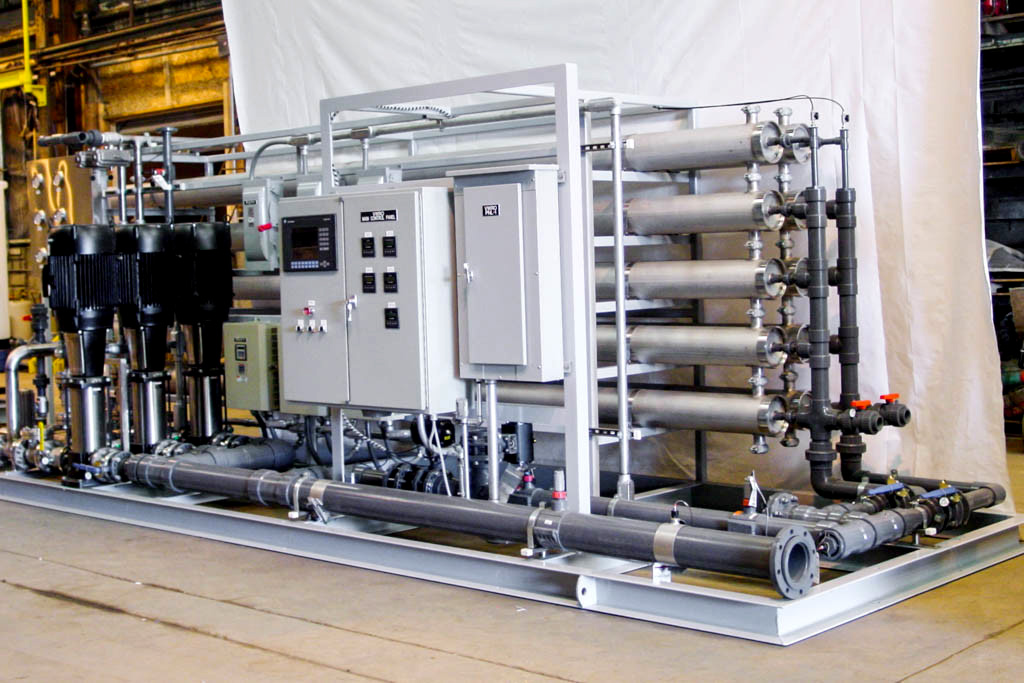
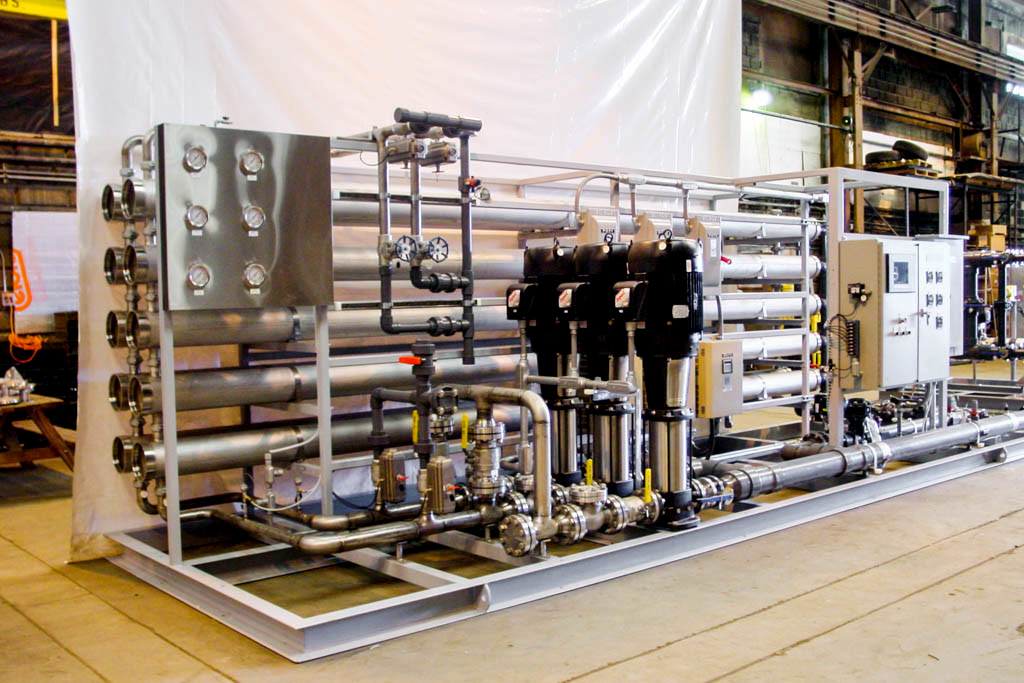
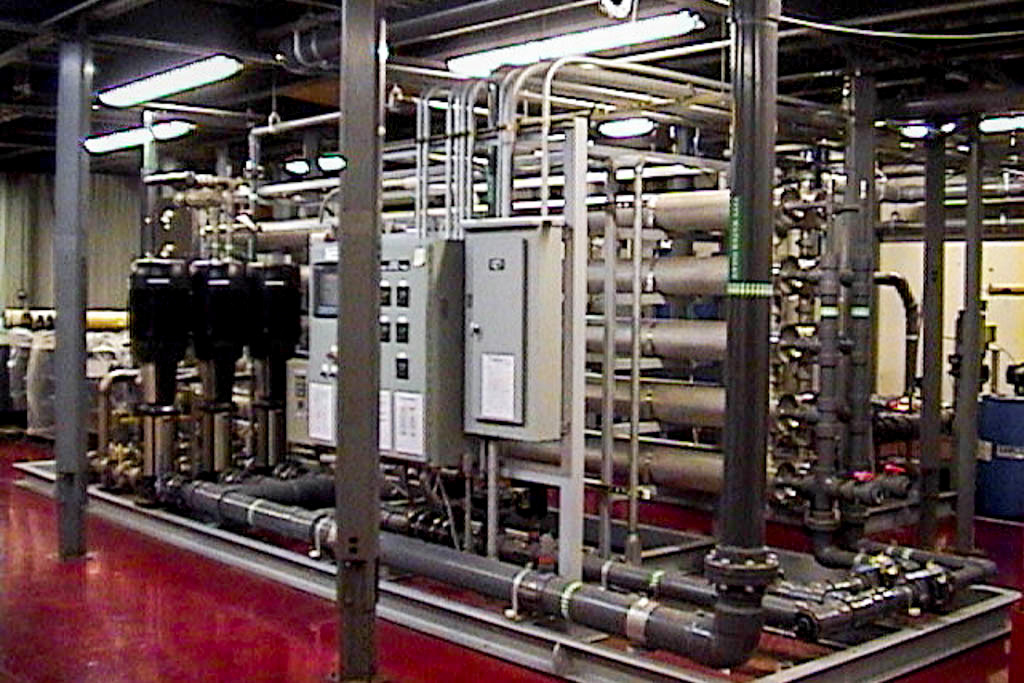
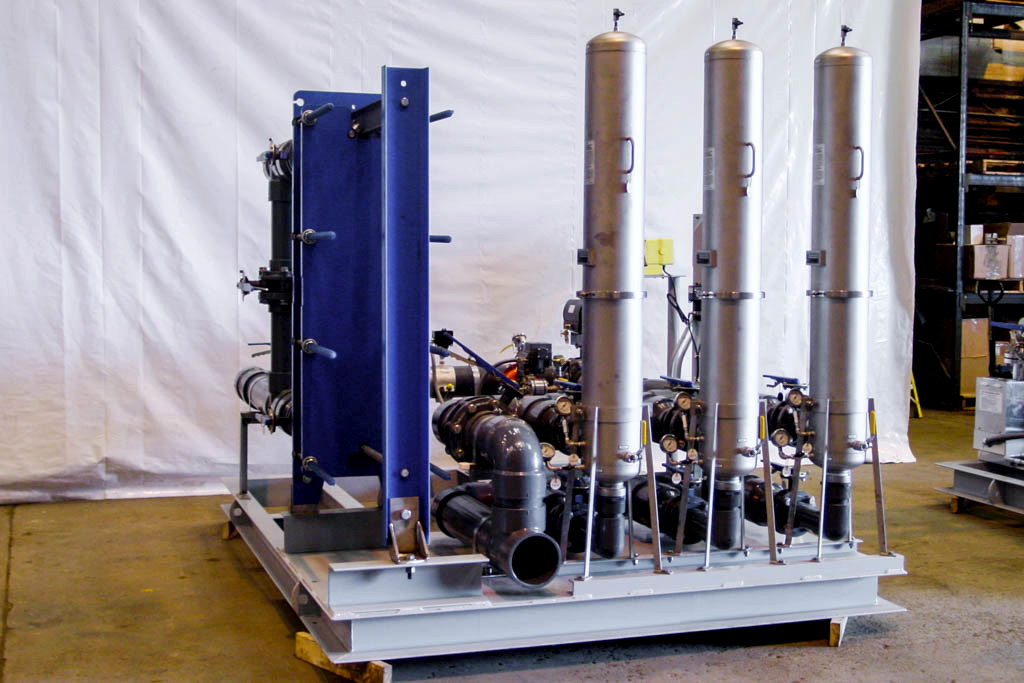
Project deliverables and equipment included:
- RO system and holding tank
- Antiscalant/bisulfate feeds
- Bag pre-filters and UV sterilizer
- Distribution pumps
- Stainless steel RO pressure vessels and cartridge filters
- PLC controls with remote telemetry