Project Briefs:
Methyl Ethyl Ketone Producer Leverages SAMCO Tube Filtration System for Efficient Reuse of Sulfuric Acid Process Stream
Project Overview
When a global producer of halobutyl rubber and methyl ethyl ketone sought a sulfuric acid filtration system for its England facility, SAMCO helped the customer develop a solution, delivering a flexible tubular backwash system designed to scale with the client’s growing production needs.

Objective
Remove suspended solids from spent sulfuric acid streams. Project specifications:
- Filtration to 20 microns (μ)
Scope of Service
SAMCO delivered a modular tube filtration system, with services entailing comprehensive process, mechanical, and electrical design and engineering, system fabrication, and controls integration.
Challenges
- Handling of hazardous materials
- Allowance for system scalability
- Minimal operator availability
Solution
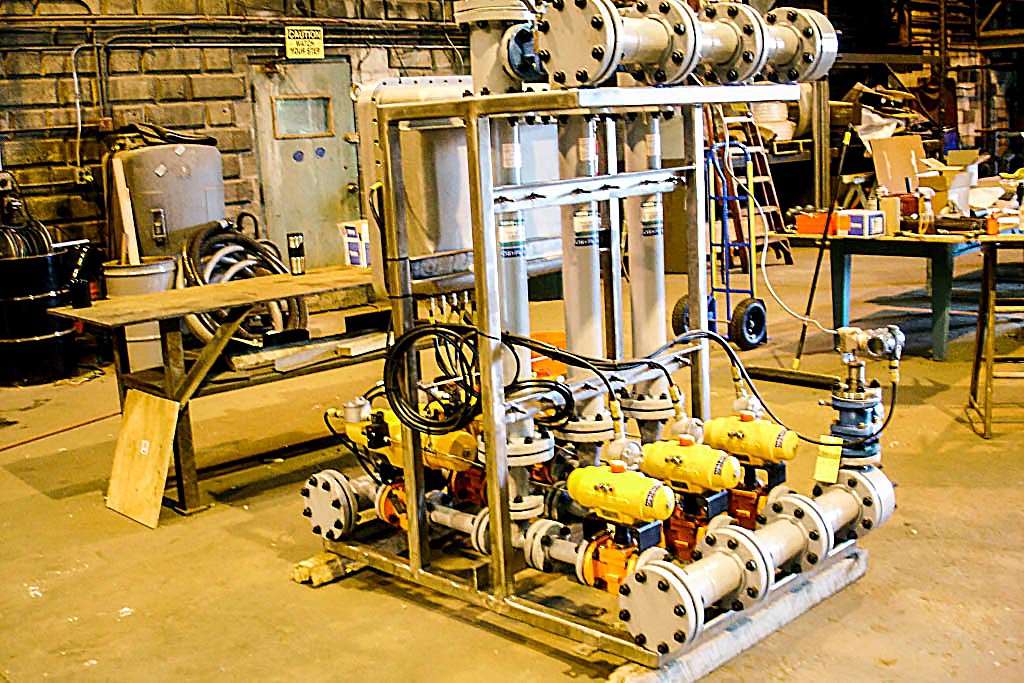
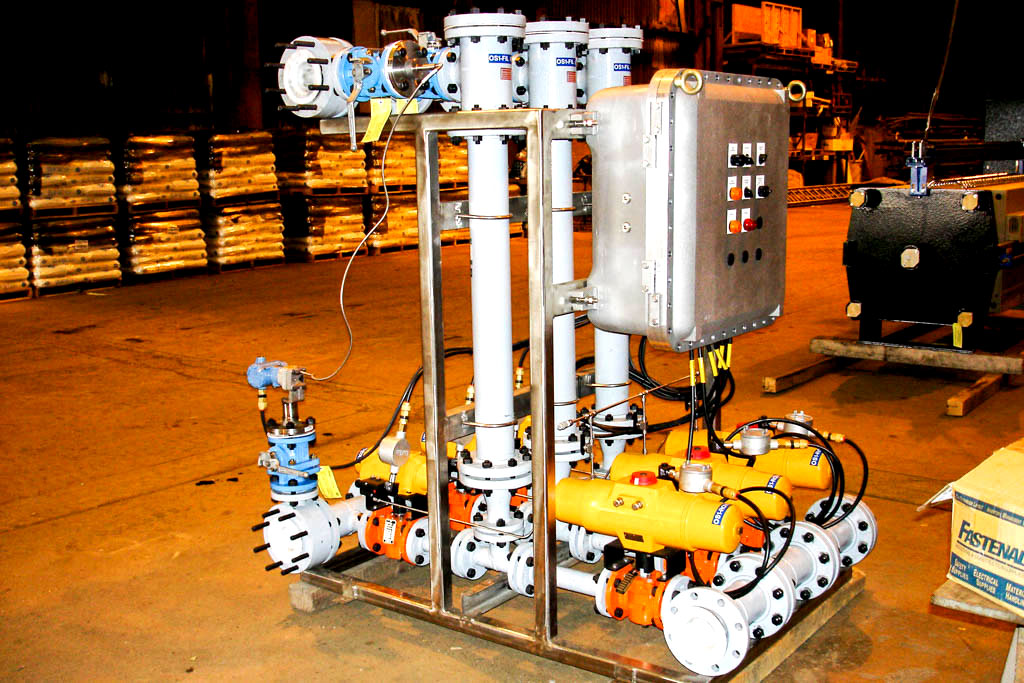
In line with the client’s objectives, SAMCO designed and delivered a 12,500 kg/h tube filtration system capable of filtering particles down to 20μ in size. The system was designed for safe handling of hazardous materials and included a Teflon-lined tubular backwash unit, as well as instrumentation and valves rated for use in hazardous areas. All components were contained within an explosion-proof enclosure designed to support future expansion. To achieve automated system performance and to minimize operational demands, the system also included integrated programmable logic controllers (PLC) for remote process monitoring and management.
Technology
SAMCO delivered a tube filtration unit, including:
- Teflon-line tubular backwash filter
- Instruments and valves rated for hazardous area use
- PLC controls