Project Briefs:
Major EPC Company Helps Chlor-Alkali Facility Expand Production Capabilities with SAMCO Demineralization System
Project Overview
When a major chlor-alkali plant in Ohio needed to expand its production capabilities, SAMCO worked closely with the facility’s engineering, procurement, and construction (EPC) company to develop a winning solution.






Objective
Support a large chlor-alkali facility’s expansion project by providing a reliable solution for continuous DI water production.
Scope of Service
SAMCO worked with the EPC firm to conceptualize, develop, bid, and execute an appropriate treatment system to help support the client’s plant expansion. SAMCO provided the EPC firm with process advice, system design and sizing recommendations, and quotes for project cost over a three-year time frame.
Challenges
< 5 μS conductivity
< 0.25 ppm silica
< 0.5 ppm iron
< 1 ppm chloride
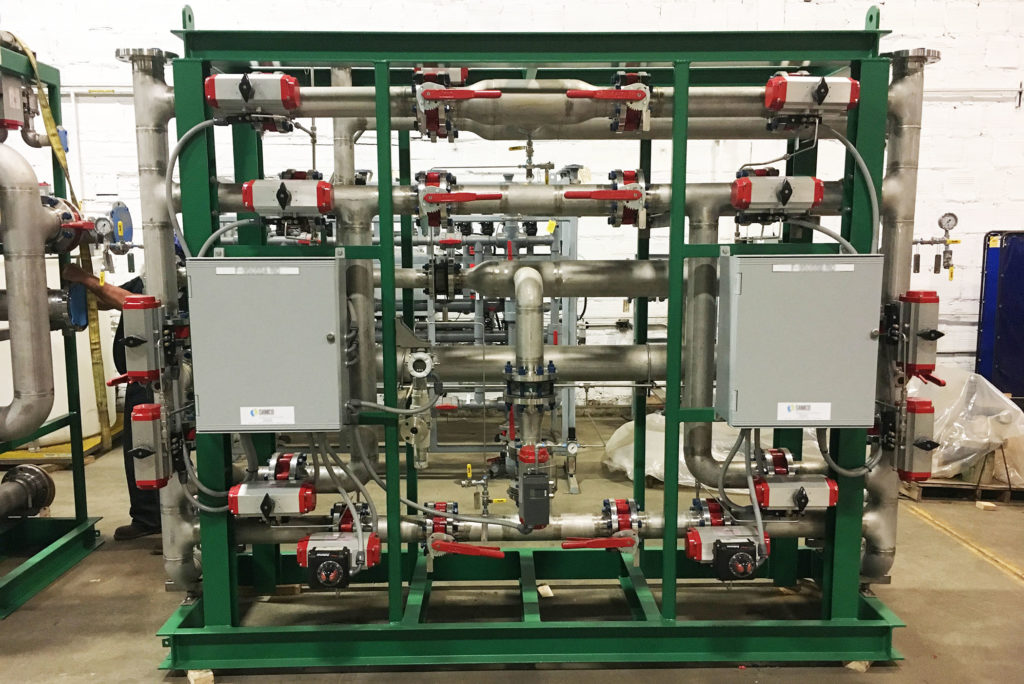
Solution
The final solution was a 175 GPM twin alternating packed bed demineralizer using DuPont UPCORE™ technology designed for continuous operation. The packed bed, countercurrent regeneration process maximized water recovery and minimized wastewater. Problematic levels of TSS and organics in the lake-sourced raw water were removed by multimedia and granular activated carbon filtration. Each unit operation was supplied in a twin alternating configuration to ensure the full system flow rate was available during the backwash or regeneration of vessels.
Technology
SAMCO’s project deliverables and equipment included:
- Multimedia filter with backwash system and air scour
- Activated carbon filter
- SAMCO demineralizer using DuPont UPCORE™ technology
- PLC control with HMI and Ethernet connection to the facilities central DCS