Project Briefs:
Leading Fiber Optics Research/Development and Manufacturing Facility Installs High-Purity Water System
Project Overview
At a major photonics/optical device research and development and manufacturing facility in New York, the client required an ultrapure water system designed to purify their city water to meet high-quality standards of the microelectronics industry.

Objective
Scope of Service
The client worked with SAMCO to develop an effective solution that comprised detailed design/ engineering, controls integration, system fabrication, commission, startup, and training.
Challenges
- 2.5+ micromhos/cm high-purity water
- Critical application requiring extremely high uptime
- Fast-track project, concept to completion
- Minimal operator availability
Solution
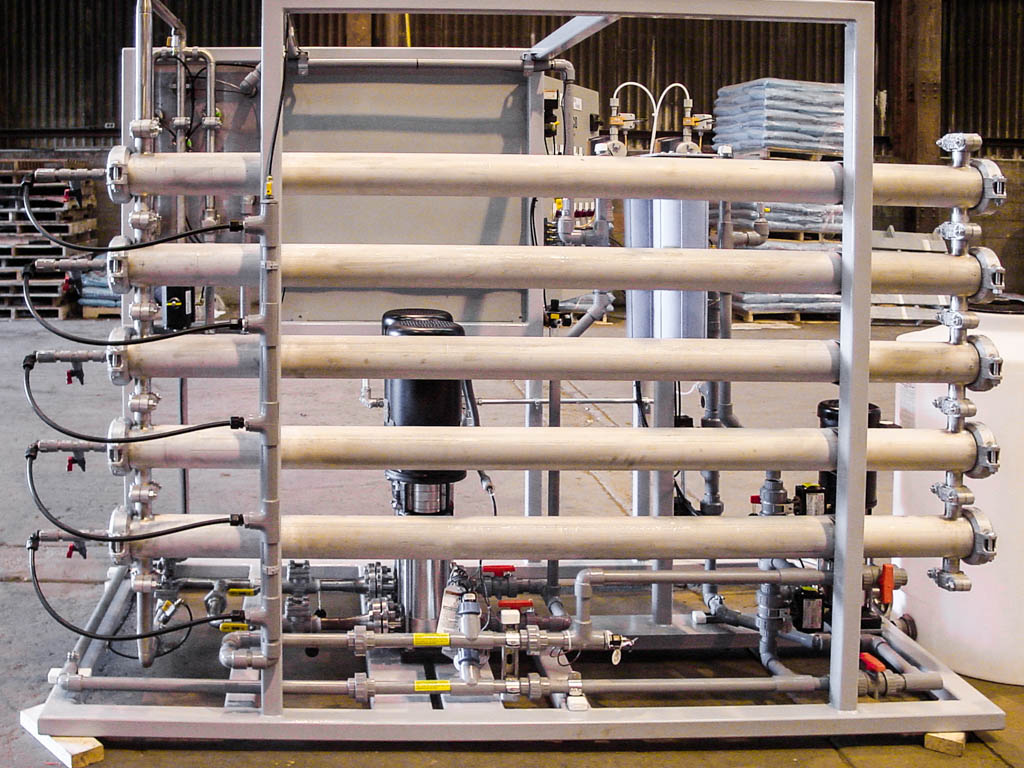
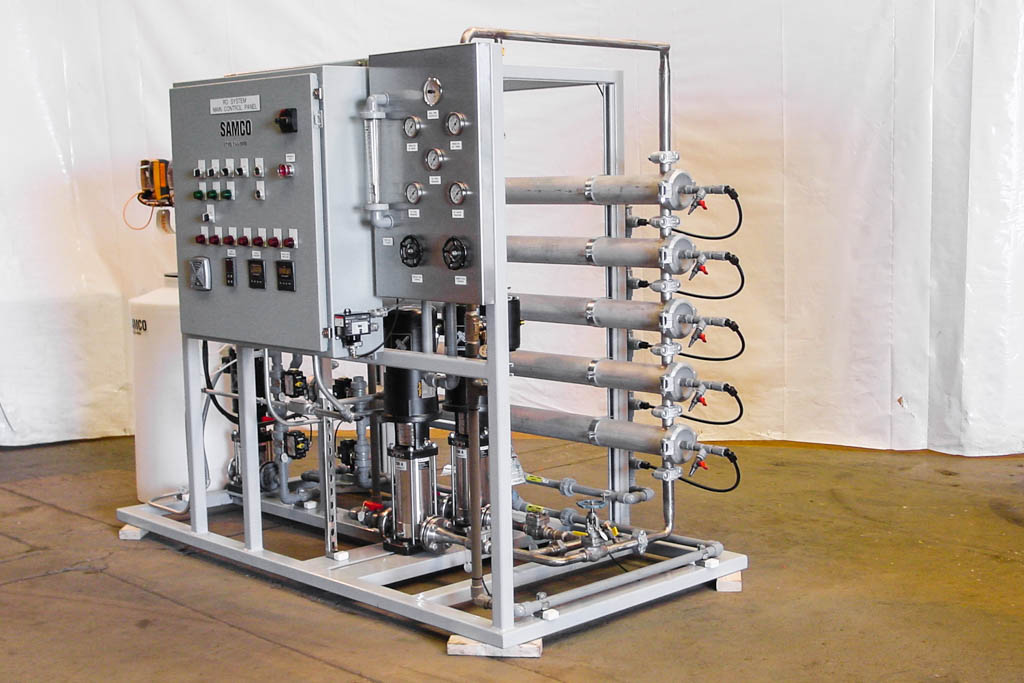
The client installed SAMCO’s reverse osmosis (RO) system for superior removal of total distributed solids (TDS), silica, and organic compounds. Pretreatment, along with antiscalant and sodium bisulfate feeds and activated carbon, supported higher product quality at lower cost. UV sterilizers and 0.2 micron cartridge filters were installed to control bacteria levels, while automatic valves regulated the heat exchanger rinse, RO fast-forward flush, and product divert/rinse. Duplex pre-filters, post-filters, and process pumps generated higher redundancy and uptime, and a prepackaged system ensured a fast-track, reliable solution, which included clean-in-place functionality for quick-and-easy membrane maintenance, saving the client time and cost. To compensate for limited operator availability, SAMCO installed programmable logic controllers (PLC) to automate flow, temperature, pressure, and resistivity monitoring.
Technology
roject deliverables and equipment included:
- RO system and holding tank
- Antiscalant/bisulfate
- Cartridge pre-filter/UV sterilizer
- 0.2 micron carbon filters
- Nitrogen blanketing system
- RO pressure vessels
- Ion exchange add-on capability
- PLC controls