Project Briefs:
Chlor-Alkali Plant Optimizes Potassium Chloride Dissolution Line with SAMCO ADVANCED AMBERPACK™ Ion Exchange Technology
Project Overview
When a chlor-alkali plant in Nekoosa, WI needed high-purity deionized water for its potassium chloride dissolution processes, SAMCO delivered an ion exchange (IX) solution that optimized production uptime while conforming to the facility’s small footprint.



Objective
Purify potassium chloride brine for downstream membrane cell electrolysis. Project specifications:
- Reduce total dissolved solids (TDS) to <1 ppm
- Reduce silica to <20 ppb
Scope of Service
SAMCO delivered a turnkey IX system with ADVANCED AMBERPACK™ deionization (ADI) technology, providing comprehensive design, engineering, fabrication, commissioning, startup, and training.
Challenges
- High purity threshold for electrochemical cells
- Small footprint with less than 13’ head clearance
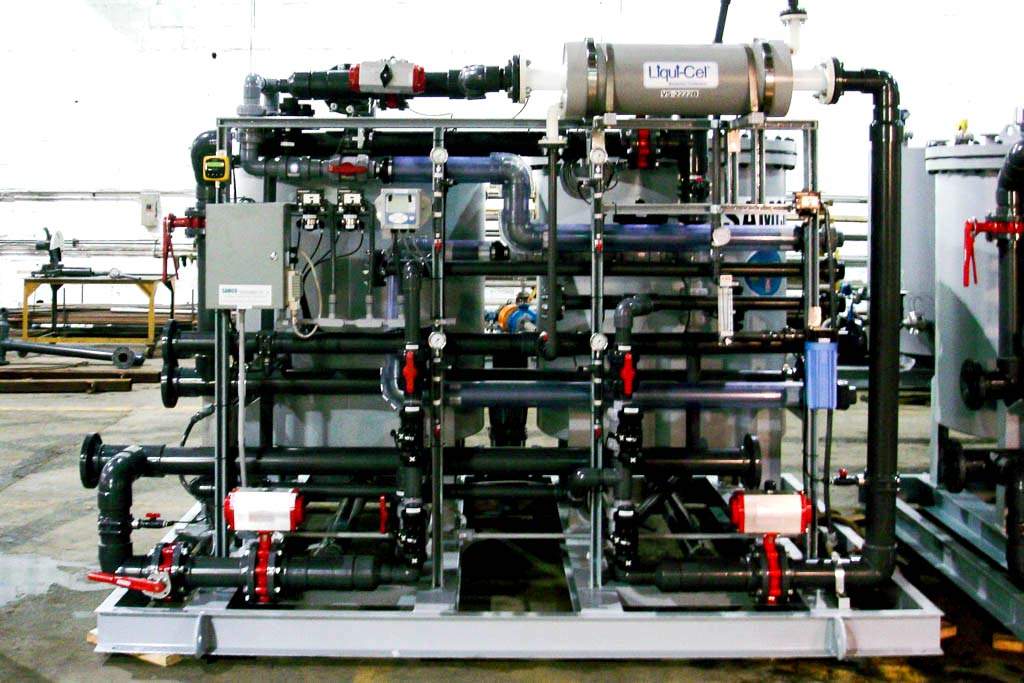
Solution
SAMCO designed, fabricated, and installed a 300 GPM ADI IX system to support the client’s chlor-alkali manufacturing operations. The system utilized three parallel IX trains, allowing for efficient concurrent regeneration of the IX medium. To keep project costs down, SAMCO utilized a compact design to ensure the system fit within the small footprint afforded by the client’s facility. The solution also included tube filtration pretreatment and degasifiers to optimize purity for the client’s potassium chloride dissolution process. To minimize operational demands, SAMCO integrated programmable logic controllers (PLC) for remote process monitoring and control.
Technology
SAMCO delivered a high capacity IX system, including:
- ADI assemblies with cation and anion IX pressure vessels
- Tubular backwash filter
- Fractal-type internals
- Auxiliary filters
- Rinse and recycle pumps
- Chemical metering equipment
- PLC controls