Project Briefs:
Natural-Gas Power Plant in Pennsylvania Efficiently Turns Contaminated Well Water into High-Purity Boiler Makeup Water
Project Overview
In order to accommodate the client’s need for generating extremely high-quality boiler feed water from a contaminated source while effectively maintaining power production, SAMCO helped a major EPC firm provide a solution. SAMCO performed the system design and manufacturing to assist the EPC firm (specializing in power) and client in maintaining the water quality necessary for suitable high-pressure boiler makeup water.






Objective
Help assist the client in meeting stringent industrial boiler makeup water quality requirements:
- 10 megohm
- < 2 ppb sodium
- < 10 ppb silica
Scope of Service
SAMCO provided the system design and manufacturing and helped support the project’s EPC firm with system installation, startup, and training.
Challenges
- High-quality boiler feed water required
- Extremely low TDS (< 3 ppm)
Solution
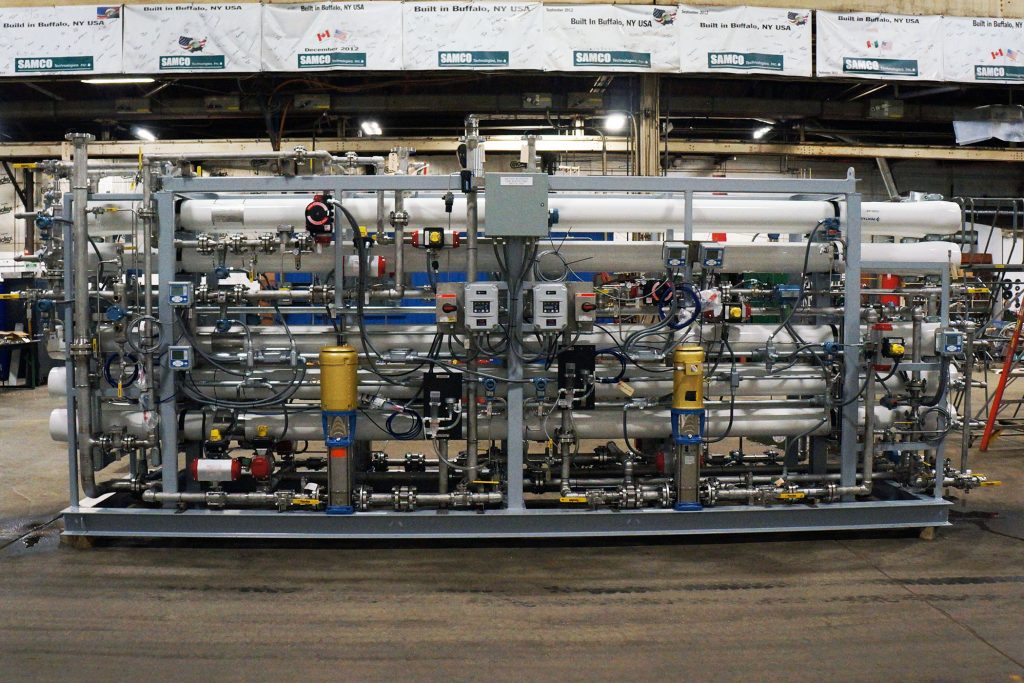
When a natural-gas power plant in Pennsylvania required high-quality water appropriate for feeding its boiler circuit despite having to draw from local well water—a contaminated source high in TDS—SAMCO helped design, manufacture, and initiate a double-pass membrane reverse osmosis system capable of generating extremely pure boiler feed water at 85 gallons per minute.
Working with the project’s EPC firm on behalf of the client, SAMCO helped ensure the system consistently produced feed water that met all water-quality specifications for the facility’s high-pressure boiler. SAMCO provided the prefabricated equipment modules and startup support to he EPC firm, who installed the system and provided system controls
Technology
SAMCO’s project deliverables and equipment included:
- Double-pass RO system
- UF membrane system
- Portable IX deionizer racks